

Простий процес виробництва сталевих кульок
Формування заготовки кулі → видалення кільця → грубе шліфування → м'яке шліфування → формування заготовки кулі → гладка куля (або напилення → м'яке шліфування) → тверде шліфування → тонке шліфування → точне шліфування (або полірування) → надточне шліфування.
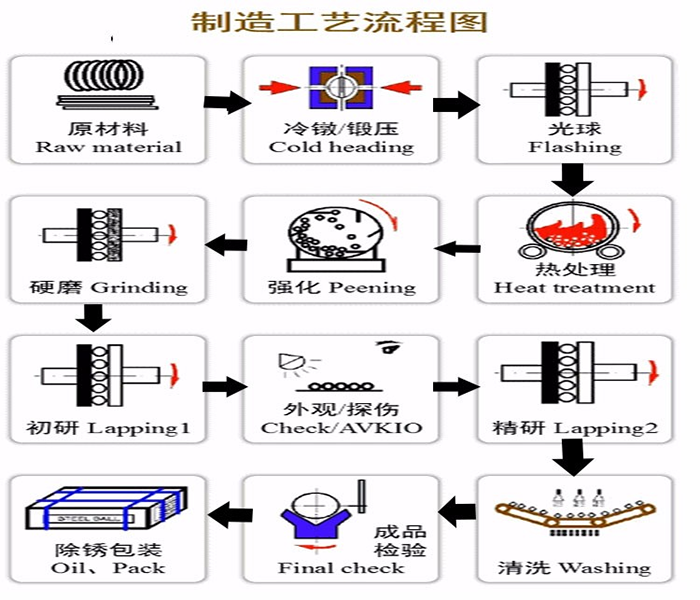
Детальний процес виробництва сталевих кульок
1. Волочіння дроту: розтягніть дріт до потрібного діаметру за допомогою волочильної машини;
2. Холодна висадка (ковка): помістіть витягнутий дріт у машину для холодної висадки сталевих кульок і використовуйте сталеву матрицю всередині машини, щоб викувати з неї заготовку кульки;
3. Світлова кулька: дві круглі пластини з чавунною шліфувальною кулькою всередині машини для світлової кулі пресують і запилюють ембріон холодного заголовка, щоб видалити зовнішнє кільце та два стовпи на ембріоні;
4. М’яка куля: дві круглі пластини з чавунної шліфувальної кулі всередині машини для м’якої кулі напилюють ембріон легкої кулі, щоб подрібнити її до потрібного діаметру кулі та шорсткості поверхні;
5. Термічна обробка: помістіть кулю в піч для термічної обробки, цементуйте її, загартовуйте та відпускайте, щоб надати їй певний шар цементації, твердість, міцність і навантаження на роздавлення;
6. Жорстке шліфування: диск шліфувального круга всередині шліфувальної машини створює тиск і шліфує термічно оброблену заготовку кульки, щоб видалити шар чорного оксиду на поверхні кулі та виправити точність кульки;
7. Точне шліфування/полірування: Точне шліфування: Подрібніть зародок шліфувальної кулі на прецизійній шліфувальній машині для досягнення необхідної точності та гладкості готового продукту;
Полірування та очищення: насипте кульку в полірувальний барабан і обертайте його, потім очистіть сферичну поверхню полірувальним миючим засобом і водою, щоб зробити її чистою та блискучою;
8. Вибір зовнішнього вигляду: Використовуйте ручний візуальний огляд, щоб перевірити наявність будь-яких дефектів на поверхні сталевої кульки, і використовуйте мікрометр, щоб виміряти справжню округлість, варіацію діаметра партії, і використовуйте вимірювач шорсткості поверхні, щоб виявити шорсткість поверхні як остаточну перевірку;
9. Упаковка: покрийте сталеві кульки/кульки з нержавіючої сталі/сталеві кульки підшипників антикорозійним маслом і упакуйте їх у картонні коробки або ткані мішки.
З розвитком технологій попит на великі важкі підшипники у промисловості виробництва обладнання ще більше зріс з точки зору кількості та якості, і вимоги до кількості та якості опорних сталевих кульок підшипників також мають бути відповідно збільшені. Варіація діаметра партії сталевих кульок має бути невеликою, шорсткість поверхні сталевої кульки має бути невеликою, точність має бути високою, а різниця між твердістю серцевини та твердістю поверхні сталевої кульки має бути невеликою. Діаметр великих сталевих куль підшипників тепер досяг 150-200 мм.
Процес виробництва великих сталевих куль підшипників відрізняється від процесу виробництва звичайних специфікацій. Зроблено таке порівняння:
1. Процес виготовлення сталевих куль великого підшипника:
Різання - Кування - Відпал - Токарна обробка - Термічна обробка - Жорстке шліфування - Початкові дослідження - Точні дослідження;
2. Виробничий процес звичайних специфікацій зі сталевими кульками:
Волочіння дроту - Холодна висадка - Легка куля - М'яка куля - Термічна обробка - Жорстке шліфування - Тонке шліфування;
Процес виробництва імпортних підшипникових сталевих кульок
1) Виробниче обладнання з використанням імпортованих сталевих кульок підшипників
2) По-перше, поштовхуйте гідравлічний циліндр, щоб просунути шліфувальну пластину, доки несучу сталеву кульку можна буде помістити між двома шліфувальними пластинами.
3) Встановіть кульовий випускний патрубок і тримайте його у вільному стані. Набийте шпиндель, щоб заповнити простір між двома шліфувальними пластинами сталевими кульками, і відрегулюйте вихідний отвір кульки
Лопатка для збору кульки щільно прикріплена до торця шліфувальної пластини (або шліфувального круга) і закріплена на виході кульки. У цей момент доцільно застосувати тиск до двох шліфувальних пластин, щоб кулька з хромованої сталі оберталася.
4) Закрийте захисну кришку, запустіть водяний насос, запустіть лоток для матеріалу та запустіть головний вал.
5) Відповідно до технологічних звичок кожного заводу відрегулюйте швидкість шпинделя та лотка для матеріалу, а також відрегулюйте кількість кульок, щоб забезпечити рівномірний розподіл сталевих кульок у кожній канавці напрямної пластини
Рівномірно розподілені та не перекриваються.
6) Відрегулюйте тиск подрібнення, поверніть перемикач тиску на панелі керування у відкрите положення, відрегулюйте клапан підвищення тиску на панелі гідравлічної станції та підніміть його
Укажіть тиск і зафіксуйте його на кожному заводі, а також зверніть увагу на гідравлічну систему, щоб підтримувати тиск під час запуску.
7) За нормальних умов роботи необхідно регулярно спостерігати за робочим станом, тиском і плавним входом і виходом хоста.
8) Коли сталева кулька досягне заданого розміру та якості поверхні, спочатку зменшіть робочий тиск, а потім натисніть головну кнопку зупинки.
9) Підготуйте контейнер для вилучення сталевої кульки підшипника.